Диаграмма состояния медь - алюминий построена во всем интервале концентраций методами термического, металлографического, рентгеновского анализов и представляет собой сложную диаграмму с промежуточными фазами. Диаграмма состояния медь - алюминий (рис. 1) приводится на основе работ, выполненных различными авторами на протяжении длительного времени . Область твердых растворов на основе меди (α-фаза) простирается до 9% (по массе) Al. С понижением температуры растворимость алюминия в меди повышается и при температурах 1037; 900; 800; 700; 500 °С составляет 7,4; 7,8; 8,2; 8,8; 9,4% (по массе) Al соответственно. Фаза а имеет ГЦК решетку, аналогичную решетке чистой меди, период которой увеличивается с повышением содержания алюминия и в сплаве с 10,5% (по массе) Al составляет 0,3657 нм.
Фаза β представляет собой твердый раствор на основе соединения Cu 3 Al . В сплавах β-области в зависимости от термообработки и условий охлаждения могут наблюдаться две метастабильные промежуточные фазы: β" и β.
Фаза γ 1 -твердый раствор на основе соединения Cu 3 Al 4 существует в интервале концентраций 16,0...18,8% (по массе) Al и имеет моноклинную решетку со 102 атомами в элементарной ячейке. Фаза α 2 имеет решетку, подобную решетке α-фазы.
В области до 20% (по массе) Al ликвидус сплавов состоит из четырех ветвей первичной кристаллизации фаз α, β, χ и χ 1 . При 1037 С кристаллизуется эвтектика α + β с эвтектической точкой при 8,5% (по массе) Al. При температурах 1036 и 1022 °С протекают перитектические реакции Ж + β ↔χ и Ж + χ↔γ 1 . соответственно. Фаза χ существует в температурном интервале 1036...936 °С. Фаза β кристаллизуется из расплава по кривой с максимумом при температуре 1048 °С и соответствует концентрации 12,4% (по массе) Al. В твердом состоянии в этой области имеется ряд эвтектоидных и перитектоидных превращений. При 963 °С фаза χ распадается на β- и γ 1 -фазы. Эвтектоидная точка соответствует 15,4% (по массе) Al. При 780 °С γ 1 -фаза распадается по эвтектоидной реакции на β и γ 2 -фазы. При 873 °С по перитектощцюй реакции образуется γ-фаза. Предполагается, что в γ 2 -фазе происходит фазовое превращение в интервале температур 400...700 °С при содержании алюминия в эвтектоидной точке 11,8...11,9% (по массе). В области концентрации 9...16% (по массе) Al предполагается существование еще одной стабильной фазы - χ или α 2 , образующейся по эвтектоидной реакции при 363 °С и содержании алюминия в эвтектоидной точке ∼11,2% (по массе). Концентрационные пределы области гомогенности этой фазы не установлены.
Авторы на основе литературных данных по термодинамическим свойствам компонентов и промежуточных фаз, а также на основе экспериментальных данных по фазовым равновесиям рассчитали диаграмму состояния системы Cu-Al. Значения рассчитанных температур фазовых превращений практически совпадают с данными работы .
Медь - бериллий
Диаграмму состояния медь - бериллий изучали многие исследователи. Она построена во всем интервале концентраций (рис. 2). Кривые кристаллизации сплавов состоят из четырех ветвей, соответствующих кристаллизации фаз α, β, δ и β-Ве. β-фаза кристаллизуется по кривой с минимумом при температуре 860 °С и 5,3% (по массе) Be. При 870 °С образуется β-фаза по перитектической реакции, а при 578 °С β-фаза распадается по эвтектоидной реакции. Имеются данные о более высокой температуре эвтектоидного превращения - 605 °С.

Растворимость бериллия в меди при температуре эвтектоидного превращения составляет 1,4% (по массе). С понижением температуры растворимость бериллия уменьшается и составляет: при 500 °С - 1,0% (по массе) , при 400 °С - 0,4% (по массе) , при 300 °С - 0,2% (по массе) . В интервале концентраций 50,8...64,3% (ат.) Be при 930 °С протекает перитектическая реакция образования β"-фазы, а при 1090 °С имеет место эвтектоидное превращение β ↔α-Ве +δ . Границы фазовых областей δ/δ + α-Ве и δ + α-Ве/α-Ве проходят при 1000 °С через 81,5 и 92,5% (ат.) Be, при 900 °С - 81,0 и 93,0% (ат.) Be, при 700 °С - 80,8 и 95,5% (ат.) Be соответственно.
Фаза δ образуется по перитектической реакции при температуре 1239 °С. Твердый раствор на основе меди (α-фаза) имеет ГЦК решетку с периодом α = 0,3638 нм при 2,1% (по массе) Be, δ-фаза имеет неупорядоченную ОЦК решетку с периодом α = 0,279 нм при 7,2% (по массе) Be, β′-фаза имеет упорядоченную объемно центрированную кубическую решетку типа CsCl с периодом α = 0,269...0,270 нм, δ-фаза имеет кубическую решетку типа MgCu 2 с периодом α = 0,5952 нм. Фаза β-Ве - высокотемпературная, а α-Ве - низкотемпературная модификация твердого раствора на основе бериллия.
По данным , где приведена часть диаграммы до 50% (ат.) Cu, δ-фаза (Ве 4 Cu-Ве 2 Cu) плавится конгруэнтно при 1219 °С и 22% (ат.) Cu. β-фаза имеет структуру типа MgCu 2 и меняет период решетки в области гомогенности от α = 5957 нм до α = 0,5977 нм при 25% (ат.) Cu.
Медь - железо
Диаграмму состояния медь - железо изучали многие исследователи. Результаты этих исследований подробно анализируются в работах . Основные противоречия относятся к вопросу о полной или частичной смешиваемости меди и железа в жидком состоянии. В результате экспериментов было установлено, что в системе медь - железо отсутствует расслоение, однако для переохлажденного состояния (100 °С) расслоение имеет место. Область расслоения почти симметрична оси, соответствующей эквиатомному составу, а критическая температура смешивания лежит на 20 °С ниже температуры ликвидуса при эквиатомном составе.
На рис. 3 приведена диаграмма состояния медь - железо по данным . Установлены два перитектических и одно эвтектоидное превращения при температурах 1480; 1094 и 850 °С. Растворимость железа в меди при 1025; 900; 800 и 700 °С составляет 2,5; 1,5; 0,9; 0,5% (по массе) Fe соответственно. Период решетки твердого раствора на основе меди для сплава с 2,39% (ат.) Fe составляет 0,3609 нм. Период решетки α-Fe (ОЦК) возрастает с 0,28662±0,00002 до 0,28682 нм при добавлении 0,38% (ат.) Cu.

Медь - кобальт
Диаграмма состояния системы медь - кобальт приведена на рис. 4 . Она хорошо согласуется с результатами более ранних исследований этой диаграммы. В этой системе в результате переохлаждения на 100 °С и более появляется область несмешиваемости в жидком состоянии, которая почти симметрична относительно оси, отвечающей эквиатомному составу. При этом составе критическая температура смешения лежит на 90 °С ниже кривой ликвидус.

Система Cu-Со - перитектического типа. Температура перитектической реакции 1112 °С. Данные о растворимости кобальта в твердом растворе на основе меди (β) и меди в твердом растворе на основе кобальта (а) в интервале температур 900... 1100 °С приведены в табл. 1.

Медь - кремний
Диаграмма состояния медь - кремний приведена на рис. 5 (по совокупности работ). В системе существуют α-твердый раствор на основе меди, β-, δ-, η-фазы, а также К-, γ- и ε-фазы, образующиеся по перитектоидным реакциям.

Область существования β-фазы [ОЦК решетка с α = 0,2854 нм при 14,9% (ат.) Si] находится в интервале температур 852...785 °С; она образуется по перитектической реакции с точкой перитектического превращения 6,8% (по массе) Si. Область существования β-фазы охватывает интервал температур 824...710 °С и образуется по перитектической реакции; точка перитектического превращения 8,65% (по массе) Si. Фаза η имеет две модификации: η′ и η″. В интервале температур 620... 558 °С имеет место превращение η↔η′ а в интервале 570...467 °С - превращение η′↔η″. Решетка η-фазы подобна решетке γ-латуни.
Фаза К образуется по перитектоидной реакции при +842 °С и существует до 552 °С, точка перитектоида соответствует 5,9% (по массе) Si. K-фаза имеет плотноупакованную гексагональную решетку с α = 0,25543 нм и с = 0,41762 нм при 11,8% (ат.) Si и α = 0,25563 нм и с = 0,41741 нм при 14,6% (ат.) Si. Фаза γ образуется по перитектоидной реакции при 729 °С и стабильна до комнатной температуры; перитектоидная точка соответствует 8,35% (по массе) Si.
Фаза γ имеет кубическую решетку типа решетки β-Mn с периодом α = 0,621 нм.
Фаза ε образуется также по перитектоидной реакции при 800 °С и существует в узкой концентрационной области 10,6... 10,7% (по массе) Si, стабильна до комнатной температуры. Она имеет ОЦК решетку с α = 0,9694 нм. Растворимость меди в кремнии ничтожно мала и составляет 2,810 -3 ; 2·10 -3 ; 5,5·10 -4 ; 8,5·10 -5 ; 5,3·10 -6 % (ат.) при температурах 1300; 1200; 1000; 800 и 500 °С соответственно. Растворимость кремния в меди значительна и составляет ∼5,3% (по массе) при 842 °С.
Медь - марганец
Диаграмма состояния системы медь - марганец построена во всем интервале концентраций. Здесь она приведена по данным (рис. 6). Медь и марганец образуют на кривой ликвидус минимум при содержании ∼37% (ат.) Mn и температуре 870±5 °С. Превращения в твердом состоянии связаны с процессами упорядочения в сплавах со стороны меди и аллотропическими модификациями марганца. Твердый раствор (α-Cu, γ-Mn) упорядочивается при ∼16% (ат.) Mn (МnCu 5) и 400 °С и при ∼25% (ат.) Mn (MnCu 3) и 450 °С.

Растворимость меди в α-Mn и β-Mn фазах незначительна. В системе имеет место непрерывный переход от гранецентриро-ванной кубической решетки твердого раствора на основе меди (α-Cu) в гранецентрированную тетрагональную решетку γ-Mn.
Медь - никель
Диаграмма состояния системы медь - никель представляет собой систему с непрерывным рядом твердых растворов. На рис.7 приведены результаты хорошо согласующихся между собой экспериментальных исследований. В твердом состоянии имеются превращения, связанные с магнитными превращениями в никеле. Все сплавы системы Cu-Ni имеют ГЦК решетку. Предположения о существовании в системе соединений CuNi и CuNi 3 в более поздних работах не подтвердились . Сплавы этой системы являются основой промышленных сплавов типа мельхиор.

Медь - олово
На рис. 8 приведена диаграмма состояния, построенная на основе большого количества работ . В системе установлено существование ряда фаз, образующихся как при первичной кристаллизации, так и при превращении в твердом состоянии. Фазы α, β, γ, ε, η образуются при первичной кристаллизации, фазы ζ и δ - в твердом состоянии. Фазы β, γ и η образуются по перитектическим реакциям при температурах 798, 755 и 415 °С. Период решетки α-фазы увеличивается от 0,3672 до 0,3707 нм. Фазы β и γ кристаллографически подобны и имеет ОЦК решетку.

Фаза ε существует на основе соединения Cu 3 Sn и имеет ромбическую решетку. η-фаза соответствует соединению Cu 6 Sn 5 . Она упорядочивается при 189...186 °С. Фаза ζ имеет гексагональную решетку предполагаемого состава Cu 20 Sn 6 . δ-фаза имеет структуру γ-латуни, она является электронным соединением и соответствует формуле Cu 31 Sn 8 при 20,6% (ат.) Sn.
Растворимость олова в меди, по данным рентгеноспектрального анализа, составляет, % (ат.) Sn [% (по массе) - в круглых скобках]: 6,7 (11,9); 6,5 (11,4); 5,7 (10,10) при температурах 350; 250; 150 °С соответственно. Растворимость меди в олове в твердом состоянии при эвтектической температуре составляет 0,01% (ат.) (по данным Токсеитова и др.).
Медь - свинец
Диаграмма состояния медь - свинец, построенная во всем интервале концентраций, приведена на рис. 9 по данным работы . Диаграмма состояния системы медь - свинец характеризуется наличием монотектического и эвтектического превращений. Температура монотектического превращения (955±0,5) С, а протяженность области несмешиваемости при этой температуре составляет 15,7-63,8% (ат.) Рb. Эвтектическая точка соответствует 0,18% (ат.) Рb, а по данным - температуре 326 °С и 0,2% (ат.) Рb. Кривая растворимости между монотектической температурой и температурой плавления свинца определена довольно тщательно. Установлено, что эта кривая пересекает монотектическую горизонталь при содержании свинца 67% (ат.) . Растворимость свинца в меди в твердом состоянии при температуре выше 600 °С не более 0,09% (ат.) . Растворимость меди в свинце в твердом состоянии составляет менее 0,007% (по массе).

Медь - сурьма
Диаграмма состояния медь - сурьма представлена по данным на рис. 10.

В сплавах этой системы обнаружена высокотемпературная β-фаза с ГЦК решеткой типа BiF 3 , которая плавится конгруэнтно при 684 °С и содержании в сплаве 28,6% (ат.) Sb. При 435 °С β-фаза эвтектоидно распадается на фазу к и Cu 2 Sb. Эвтектоидная точка отвечает 24% (ат.) Sb. Максимальная растворимость β-фазы 20...32%) (ат.) Sb. Другие промежуточные фазы - η, ε, ε′ и к-образуются по перитектоидным реакциям при температурах 488 °С (η), 462 °С (е). ε′-фаза имеет гексагональную решетку с периодами α = 0,992 нм, c=0,432 нм и существует в температурном интервале ∼375...260 °С. к-фаза имеет ромбическую структуру типа Cu 3 Ti, существует в интервале 450...375 °С и распадается на ε-фазу и Cu 2 Sb при температуре 375 °С или ε′-фазу и Cu 2 Sb (по данным других авторов). Фаза η имеет область гомогенности от 15,4 до 15,8% (ат.) Sb при 426 °С. Промежуточная фаза Cu 2 Sb образуется по перитектической реакции при 586 °С и имеет узкую область гомогенности 32,5...33,4% (ат.) Sb. Она имеет тетрагональную решетку . Максимальная растворимость сурьмы в меди в твердом состоянии при температурах 600; 550: 500; 450; 400; 360; 340 и 250 °С составляет 5,79; 5,74; 5,69; 5,44; 4,61; 3,43; 3,02; 1,35% (ат.) или 10,53; 10,44; 10,37; 9,92; 8,48; 6,38; 5,64; 2,56% (по массе) соответственно.
Медь - фосфор
Диаграмма состояния системы медь - фосфор приведена по данным на рис. 11. В системе по результатам более поздних работ обнаружено два соединения: Cu 3 Р и CuР 2 . Температура образования соединения Cu 3 Р непосредственно из расплава дается различными авторами по-разному: 1005; 1018 или 1023; 1022 °С. Область гомогенности соединения Cu 3 Р - 31% (ат.) Р при эвтектической температуре и 27,5% (ат.) Р при 700 °С. Соединение Cu 3 P имеет гексагональную решетку с параметрами α = 0,695 нм, с = 0,712±0,02 нм, c/α=1,02.

Соединение CuР 2 кристаллизуется непосредственно из расплава при 891 °С. Между соединением Cu 3 Р и медью происходит эвтектическая реакция при 714 °С, точка эвтектики отвечает 15,72% (ат.) Р.
Между соединениями Cu 3 Р и CuР 2 существует эвтектическое равновесие при 833 °С. Состав эвтектической точки 49% (ат.) Р.
В области диаграммы между фосфором и соединением CuР 2 предполагается существование вырожденной эвтектики при 590 °С.
Растворимость фосфора в меди приведена в табл. 2 .

(Примечание. В скобках указано содержание фосфора в процентах по массе. )
Медь - хром
Диаграмма состояния медь - хром наиболее подробно исследована в области, богатой медью. Полностью она приведена в работе Г.М. Кузнецова и др. по данным термодинамического расчета и данным о параметрах взаимодействия компонентов (рис. 12). В структуре сплавов присутствуют две фазы: твердые растворы на основе меди (α) и хрома (β). При 1074,8 °С происходит эвтектическое превращение при содержании хрома 1,56% (ат.) . Растворимость хрома в меди по данным разных авторов приведена в табл. 3.


Растворимость меди в хроме в твердом состоянии изменяется от 0,16% (ат.) при 1300 °С до 0,085% (ат.) при 1150 °С.
Медь - цинк
В сплавах меди наибольший практический интерес из элементов II группы периодической системы Д.И. Менделеева представляет цинк. Диаграмма состояния медь - цинк изучена многими исследователями во всем интервале концентраций . На рис. 13 приведена диаграмма состояния, построенная по совокупности работ, в которых использовались методы термического, рентгеновского, металлографического, электронно-микроскопического анализов, определения температуры ликвидуса.
Линия ликвидус системы медь - цинк состоит из шести ветвей первичной кристаллизации фаз α, β, γ, δ, ε и η. В системе пять перитектических превращений, % (ат.):
1) Ж (36,8 Zn) + α (31,9 Zn) ↔ β (36,1 Zn) при 902 °С;
2) Ж (59,1 Zn) + β (56,5 Zn) ↔ γ (59,1 Zn) при 834 °С;
3) Ж (79,55 Zn) + γ (69,2 Zn) ↔ δ (72,4 Zn) при 700 °С;
4) Ж (88 Zn) + δ (76 Zn) ↔ ε (78 Zn) при 597 °С;
5) Ж (98,37 Zn) + ε (87,5 Zn) ↔ η (97,3 Zn) при 423 °С.
Растворимость цинка в твердом растворе на основе меди сначала увеличивается от 31,9% (ат.) при 902 °С до 38,3% (ат.) при 454 °С, затем понижается и составляет 34,5% (ат.) при 150 °С и 29% (ат.) при 0 °С.

В области существования α-фазы определены две модификации α 1 и α 2 . Область существования фазы β находится в пределах от 36,1% (ат.) Zn при 902 °С до 56,5% (ат.) Zn при 834 °С и от 44,8% (ат.) Zn при 454 "С до 48,2% (ат.) Zn при 468 °С. В интервале температур 454...468 °С происходит превращение или упорядочение.
Фаза β′ распадается по эвтектоидной реакции β′↔α + γ при температуре ∼ 255 °С. β-фаза существует в четырех модификациях: γ′′′-фаза до температур 250...280 С, выше 280 °С устойчива γ″-фаза, которая при 550...650 °С переходит в γ′-фазу; выше 700°С существует фаза γ. Фаза δ существует в интервале 700...558 °С, распадаясь эвтектоидно по реакции δ↔γ + ε при 558°С.
Растворимость меди в η-твердом растворе на основе цинка уменьшается от 2,8% (ат.) при 424 °С до 0,31% (ат.) при 100 °С. Периоды решетки α-твердого раствора на основе меди увеличиваются с ростом концентрации цинка.
Фаза β имеет объемно центрированную кубическую решетку типа W, β′-фаза - упорядоченную объемно центрированную решетку типа CsCl. Период решетки β′-фазы увеличивается от О 2956 до 0,2958 нм в интервале концентрации 48,23...49,3% (ат.) Zn.
Фаза γ имеет структуру типа γ-латуни. Ее состав соответствует стехиометрическому составу Cu 5 Zn 8 . γ″′-фаза имеет ромбическую решетку с периодами α = 0,512 нм, b = 0,3658 нм и с = 0,529 нм.
Фаза γ″ имеет кубическую решетку с периодом α = 0,889 нм. Структура и параметры решетки фаз γ′ и γ не определены. Фаза 3 имеет ОЦК решетку с периодом α = 0,300 нм при 600 °С для сплава с 74,5% (ат.) Zn. ε-фаза имеет гексагональную решетку типа Mg.
Сплавы на основе системы медь - цинк (латуни) широко применяются в различных отраслях промышленности: они характеризуются высокой технологичностью, коррозионной стойкостью. Изготовление различных деталей и отливок из сплавов этой системы не представляет особой сложности. Сплавы марок Л96, Л90, Л85, Л80, Л75, Л70, Л68, Л66, Л63, Л59 - простые латуни - обрабатываются давлением в холодном и горячем состоянии и имеют однофазную структуру, представляющую собой твердый раствор на основе меди (а) для сплавов с содержанием меди не менее 61 % (по массе) и двухфазную (α + β) для сплава Л59. Одно- и двухфазные сплавы (α, α + β, β), легированные алюминием, железом, марганцем, кремнием, оловом, свинцом, применяются для получения отливок различными методами.
Цель работы: изучение диаграмм фазового равновесия и фазовых превращений в бинарных сплавах алюминия с другими элементами.
Необходимое оборудование, приспособления, инструмент, материалы: муфельные печи, твердомер ТК-2М, образцы дуралюминов, стенд «Микроструктуры цветных сплавов», металлографический микроскоп.
Теоретические сведения
Алюминий является важнейшим металлом, широко применяемым для изготовления разнообразных алюминиевых сплавов.
Цвет алюминия серебристо-белый со своеобразным тусклым оттенком. Кристаллизуется алюминий в пространственной решетке гранецентрированного куба, аллотропических превращений у него не обнаружено.
Алюминий имеет малую плотность (2,7 г/см 3), высокую электропроводность (составляющую около 60 % электро-проводности чистой меди) и значительную теплопроводность.
В результате окисления алюминия кислородом воздуха на его поверхности образуется защитная оксидная пленка. Наличием этой пленки объясняется высокая коррозионная стойкость алюминия и многих алюминиевых сплавов.
Алюминий достаточно стоек в обычных атмосферных условиях и против действия концентрированной (90-98 %) азотной кислоты, однако он легко разрушается при действии большинства других минеральных кислот (серная, соляная), а также щелочей. Он обладает высокой пластичностью как в холодном, так и горячем состоянии, хорошо сваривается газовой и контактной сваркой, но плохо обрабатывается резанием и отличается низкими литейными свойствами.
Для прокатанного и отожженного алюминия характерны следующие механические свойства: в = 80-100 МПа, = 35-40 %, НВ = 250…300 МПа.
При нагартовке прочность алюминия повышается, а пластичность снижается. Соответственно по степени деформации различают отожженный (АД-М), полунагартованный (АД-П) и нагартованный (АД-Н) алюминий. Отжиг алюминия для снятия наклепа проводится при 350…410 С.
Чистый алюминий находит разнообразное применение. Из технического алюминия АД1 и АД, содержащего соответственно не менее 99,3 и 98,8 % Al, изготовляют полуфабрикаты – листы, трубы, профили, проволоку для заклепок.
В электротехнике алюминий служит для замены более дорогой и тяжелой меди при изготовлении проводов, кабелей, конденсаторов, выпрямителей и т. п.
Важнейшими элементами, вводимыми в алюминиевые сплавы, являются медь, кремний, магний и цинк.
Алюминий с медью образует твердые растворы переменной концентрации. При температуре 0 С растворимость меди в алюминии равна 0,3 %, а при температуре эвтектики 548 С она увеличивается до 5,6 %. Алюминий и медь в соотношении 46:54 образуют стойкое химическое соединение CuAl 2 .
Рассмотрим состояние сплавов алюминия с медью в зависимости от их состава и температуры (рис. 1). Линия CDE на диаграмме представляет собой линию ликвидуса, а линия CNDF является линией солидуса. Горизонтальный участок линии солидуса NDF называется также эвтектической линией.
Линия MN показывает переменную по температуре растворимость меди в алюминии. Следовательно, линия MN является границей между ненасыщенными твердыми растворами и растворами насыщенными. Поэтому эту линию часто называют также линией предельной растворимости.
В области I любой сплав будет представлять собой однородный жидкий раствор алюминия с медью, т. е. AlCu.
Р ис.
1. Диаграмма состояния системыAl–CuAl 2
ис.
1. Диаграмма состояния системыAl–CuAl 2
В областях II и III сплавы будут находиться частично в жидком и частично в твердом состояниях.
В области II
твердой фазой будет твердый раствор
меди в алюминии, а жидкой – жидкий
раствор алюминия и меди, т.е. Al(Cu)
+ (Al Cu),
если твердый раствор ограниченной
растворимости меди в алюминии условимся
обозначать как Al(Cu).
Cu),
если твердый раствор ограниченной
растворимости меди в алюминии условимся
обозначать как Al(Cu).
В области III
жидкой фазой будет являться также жидкий
раствор алюминия и меди, а твердой –
металлическое соединение CuAl 2 ,
т. е.
 +
(Al
+
(Al Cu).
Индекс «I»
(первичный) показывает, что CuAl 2
образовалось при кристаллизации из
жидкого состояния.
Cu).
Индекс «I»
(первичный) показывает, что CuAl 2
образовалось при кристаллизации из
жидкого состояния.
В остальных областях полностью затвердевшие сплавы будут иметь следующее строение:
В области IV – однородный твердый раствор меди в алюминии, т. е. Al(Cu);
В области V
– твердый раствор меди в алюминии и
вторичный
 ;
;
В области VI
– твердый раствор меди в алюминии,
вторичный CuAl 2
и эвтектика, т.е Al(Cu)
+ +Al(Cu)
+ CuAl 2 ;
+Al(Cu)
+ CuAl 2 ;
В области VII
– первичный CuAl 2
и эвтектика, т. е.
 +Al(Cu)
+ CuAl 2 .
+Al(Cu)
+ CuAl 2 .
Эвтектика этих сплавов представляет собой особую механическую смесь чередующихся мельчайших кристаллов твердого раствора меди в алюминии и металлического соединения CuAl 2 , т.е. Al(Cu) + CuAl 2 .
Все сплавы системы Al – CuAl 2 по структуре и концентрации можно разделить на четыре группы:
1-я группа содержит меди от 0 до 0,3 %;
2-я группа содержит меди от 0,3 до 5,6 %;
3-я группа содержит меди от 5,6 до 33,8 %;
4-я группа содержит меди от 33,8 до 54 %.
Рассмотрим строение сплавов системы Al – CuAl 2 .
На рис. 2, а показана структура сплава первой группы, состоящая из зерен твердого раствора меди в алюминии. Структура сплава второй группы приведена на рис. 2, б : видны зерна твердого раствора меди в алюминии и кристаллы вторичного CuAl 2 ,
Структура доэвтектического сплава (твердый раствор меди в алюминии, кристаллы вторичного CuAl 2 и эвтектика) приведена на рис. 2, в . Структура эвтектического сплава – эвтектика, состоящая из мельчайших кристалликов твердого раствора меди в алюминии и CuAl 2 дана на рис. 2, г . На рис. 2, д приведена структура заэвтектического сплава, состоящая из первичных кристаллов CuAl 2 и эвтектики.
В сплавах, содержащих эвтектику, можно по структуре определить содержание меди. Однако в этом случае надо учитывать количество меди, находящееся в эвтектике и в твердом растворе. Например, в доэвтектическом сплаве, содержащем 30 % эвтектики и 70 % твердого раствора, количество меди в эвтектике
 ,
,
а в твердом растворе
 .
.
Следовательно, исследуемый сплав содержит k x + k y = 14,06 % меди, что соответствует точке А, лежащей на оси абсцисс диаграммы состояния системы Al – CuAl 2 (рис. 1).
При определении
состава заэвтектических сплавов
рассчитывают количество меди, находящееся
в эвтектике и в химическом соединении
 .
Сумма этих количеств будет соответствовать
содержанию меди в заэвтектическом
сплаве. Химическое соединениеCuAl 2
отличается большой твердостью и
хрупкостью.
.
Сумма этих количеств будет соответствовать
содержанию меди в заэвтектическом
сплаве. Химическое соединениеCuAl 2
отличается большой твердостью и
хрупкостью.
В технике применяются преимущественно алюминиевые сплавы, содержащие 2…5 % меди, которые называются дуралюминами. Они хорошо обрабатываются давлением и имеют высокие механические свойства после термической обработки и нагартовки.
Дуралюмины применяют для изготовления деталей и элементов конструкций средней и повышенной прочности ( в = 420…520 МПа), требующих долговечности при переменных нагрузках, в строительных конструкциях.
Из дуралюмина изготовляют обшивки, шпангоуты, стрингеры и лонжероны самолетов, силовые каркасы и кузова грузовых автомобилей и т. д.

Сплавы Al с Si называют силуминами. Они обладают хорошими литейными свойствами и содержат 4…13 % Si. Из диаграммы состояния этих сплавов (рис. 3) следует, что силумины представляют собой доэвтектические или эвтектические сплавы, содержащие в структуре значительные количества эвтектики.
Однако при литье в обычных условиях эти сплавы приобретают неудовлетворительное строение, так как эвтектика получается грубопластинчатой, с крупными включениями хрупкого кремния, что сообщает сплавам низкие механические свойства.
На рис. 4, а представлена структура силумина марки АЛ2, содержащего 11…13 % Si. В соответствии с диаграммой состояния алюминий – кремний сплав такого состава имеет эвтектическое строение. Эвтектика состоит из -твердого раствора кремния в алюминии (светлый фон) и игольчатых крупных и хрупких кристаллов кремния. Игольчатые выделения частиц кремния создают внутренние острые надрезы в пластичном алюминии и приводят к преждевременному разрушению при нагружении.

Рис. 3. Диаграмма состояния системы Al–Si


Рис. 4. Силумин: а – до модифицирования, грубоигольчатая эвтектика (Al-Si) и первичные выделения кремния;б – после модифицирования, мелкодисперсная эвтектика
(Al-Si) и дендриты твердого раствора кремния и других элементов в алюминии
Введение модификатора меняет характер кристаллизации. Происходит смещение линий диаграммы состояния так, что сплав с 11…13 % кремния становится доэвтектическим.
В структуре появляются избыточные светлые зерна -твердого раствора (рис. 4, б ).
Модификатор изменяет форму частиц кремния: вместо игольчатых выпадают мелкие равноосные, не создающие опасных концентраций напряжений при нагружении.
В результате модифицирования предел прочности у данных сплавов повышается с 130 до 160 МПа, а относительное удлинение с 2 до 4 %.
В сплавах, обрабатываемых давлением, содержание кремния менее 1%. В алюминиевых сплавах, содержащих магний, кремний связывается с ним в устойчивое металлическое соединение Mg 2 Si; оно образует с алюминием диаграмму состояния эвтектического типа с ограниченными твердыми растворами (рис. 5).

Соединение Mg 2 Si отличается высокой твердостью, его переменная растворимость в алюминии позволяет достигать значительного упрочнения при термической обработке.
В электротехнике применяют алюминиевые сплавы типа альдрей, легированные магнием и кремнием. При старении закаленных сплавов Mg 2 Si выпадает из твердого раствора и упрочняет его. В результате такой обработки удается получит предел прочности до 350 МПа при относительном удлинении 10-15 %. Существенно, что электрическая проводимость такого сплава составляет 85 % электрической проводимости проводникового алюминия. Это обусловлено тем, что из твердого раствора при старении почти полностью удаляется Mg 2 Si и сплав состоит из чистого алюминия и упрочняющей фазы (Mg 2 Si).
Р ис.
6. Диаграмма состояния системыAl–Mg
ис.
6. Диаграмма состояния системыAl–Mg
Магний образует с алюминием твердые растворы, а также -фазу на основе соединения Mg 2 Al 3 . В большинство алюминиевых сплавов вводится магния не более 3 %, но в некоторых литейных сплавах типа магналия содержание его доходит до 12 %.
Как видно из рис. 6, в сплавах алюминия с магнием образуется эвтектика. Растворимость магния в алюминии сильно меняется с изменением температуры.
В качестве примера можно привести сплав АЛ8. В литом состоянии он имеет структуру, состоящую из зерен твердого раствора магния в алюминии и включений хрупкого соединения Al 3 Mg 2 .
После литья проводится гомогенизация при температуре 430 С в течение 15…20 часов, затем следует закалка в масле.
В процессе гомогенизации включения Al 3 Mg 2 полностью переходят в твердый раствор. Закаленный сплав приобретает достаточную прочность ( в = 300 МПа) и большую пластичность. Одновременно сплав приобретает высокую коррозионную стойкость. Старение для сплава АЛ8 является вредным: резко снижается пластичность и ухудшается коррозионная стойкость.
Цинк вводится в некоторые высокопрочные алюминиевые сплавы в количестве до 9 %. В двойных сплавах с алюминием при температуре выше 250 С цинк (в этих пределах) находится в твердом растворе (рис. 7).
 Рис.
7. Диаграмма состояния системыAl–Zn
Рис.
7. Диаграмма состояния системыAl–Zn
Все высокопрочные сплавы имеют сложный химический состав. Так, сплав В95 содержит 6 % Zn, 2,3 % Mg, 1,7 % Cu, 0,4 % Mn и 0,15 % Cr. Цинк, магний и медь образуют с алюминием твердые растворы и металлические соединения MgZn 2 , Al 2 CuMg – S-фаза, Mg 4 Zn 3 Al 3 – T-фаза. При нагревании эти металлические соединения растворяются в алюминии.
Например при температуре 475 ºС растворимость MgZn 2 в алюминии повышается до 18 % (рис. 8).
После закалки и искусственного старения сплав В95 имеет в = 600 МПа, = 12 %. Марганец и хром усиливают эффект старения и повышают коррозионную стойкость сплава.

(мас.)
Рис. 8. Диаграмма состояния системы Al–MgZn 2
Правила техники безопасности
1. Соблюдать все меры предосторожности и правила техники безопасности при приготовлении микрошлифов.
2. При шлифовании микрошлифа следует чаще охлаждать образец, чтобы не допускать ожогов пальцев рук.
3. При травлении шлифов пользоваться резиновыми перчатками.
4. При изучении структуры сплава на микроскопе следует убедиться, что он надежно заземлен.
5. Следует пользовать только исправным инструментом и оснасткой.
Порядок выполнения работы
1. Изучить диаграмму состояний алюминиевых сплавов.
2. Дать характеристику заданного сплава (структуру, фазовые превращения, состав, свойства, область применения).
3. Зарисовать структуру исследуемого сплава.
Зарисовки микроструктур изученных сплавов с указанием фаз и структурных составляющих.
Копирование диаграммы фазового равновесия, указанной преподавателем.
Для сплава заданного состава описание всех фазовых превращений при нагреве или охлаждении и определение химического состава фаз.
Контрольные вопросы
Почему коррозионная стойкость многих алюминиевых сплавов ниже коррозионной стойкости чистого алюминия?
Можно ли по микроструктуре сплава определить тип сплава – литейный или деформируемый?
Какова структура деформируемых алюминиевых сплавов, не упрочняемых термической обработкой?
Каким путем достигается упрочнение однофазных алюминиевых сплавов?
Какова упрочняющая термическая обработка двухфазных алюминиевых сплавов?
Что является целью закалки дуралюмина?
Каковы основные механические свойства дуралюмина?
Какие сплавы называются силуминами?
Какова удельная прочность алюминиевых сплавов?
Основные легирующие элементы в алюминиевых сплавах.
Исходя из основных требований, предъявляемых к изделию, для его изготовления целесообразно использовать алюминиевые сплавы, так как они легко обрабатываются давлением (штамповка, гибка), имеют высокую теплопроводность, хорошо свариваются и обладают хорошей коррозионной стойкостью, высокой механической прочностью при относительной низкой плотности металла. Этот материал, имея высокую прочность и жесткость, может десятилетиями работать в космических условиях практически без ухудшения механических свойств. К главному недостатку данного материала можно отнести высокий коэффициент расширения.
Исходя из условий эксплуатации, из алюминиевых сплавов для изготовления конструкции наиболее предпочтительно использовать сплав АМг3, который обладает высоким комплексом механических свойств в сочетании с хорошей свариваемостью.
Основные физико-химические и механические свойства сплава АМг3
Основные механические и физические свойства сплава АМг3 представлены в таблицах 1.2.1. и 1.2.2.
Таблица 1.2.1. Химический состав сплава АМг3 (в масс. %) (по ГОСТ 4784 - 97)
|
Примесей |
|||||||||
|
Прочие, каждая 0,05; всего 0,1 |
Таблица 1.2.2. Механические и физические свойства сплава АМг3 (по ГОСТ 4784 - 97)
|
Плотность r , кг/м 3 (при Т=20 0) |
|
|
Температура плавления Т пл, ° С |
|
|
Коэффициент линейного расширения a Ч 10- 6 , град -1 (диапазон 20 0 -100 0) |
|
|
Теплопроводность l , Вт/(м Ч град) |
|
|
Предел прочности при растяжении s в, МПа |
|
|
Условный предел текучести s 0,2 , МПа |
|
|
Относительное удлинение при разрыве д 5 (%) |
|
|
Удельная теплоемкость материала C (Дж/(кг*град)) (Т=100 0) |
|
|
Удельное электросопротивление R(Ом*м)(Т=20 0) |
|
|
Твердость по Бринеллю (МПа) |
Упрочнение сплавов достигается в результате образования твердого раствора и в меньшей степени избыточных фаз.
Структура сплава представляет собой б-твердый раствор с включением интерметаллической в-фазы (Mg 5 Al 8). При этом содержание магния в сплаве порядка 7% позволяет измельчить микрозерна, что делает структуру однородной и мелкозернистой. Диаграмма состояния Al - Mg представлена на рисунке 1.2.1.
В настоящее время разрабатываются новые славы на основе алюминия, позволяющие еще больше расширить сферу применения этих материалов. Так, для проекта экологичного самолета, работающего на жидком водороде (его температура –253 о С) потребовался материал, который при таких низких температурах не охрупчивается. Разработанный в России сплав О1420 на основе алюминия, легированного литием и магнием, удовлетворяет этим требованиям. Кроме того, за счет того, что оба легирующих элемента в этом сплаве легче алюминия, удается понизить удельный вес материала, и соответственно, полетную массу машин. Сочетая хорошую прочность, присущую дюралям, и пониженную плотность, сплав кроме того обладает высокой коррозионной стойкостью. Таким образом, современная наука и технология идет по пути создания материалов, сочетающих максимально возможный набор полезных качеств.
Необходимо также отметить, что в настоящее время одновременно с традиционной буквенно-цифровой существует новая цифровая маркировка алюминиевых сплавов – см. рис. 3 и табл. 10.
Рисунок 3 – Принцип цифровой маркировки алюминиевых сплавов
Таблица 10
Примеры обозначений с помощью новой маркировки
|
Легирующие элементы |
Маркировка |
|
|
Традиционная | ||
|
Al (чистый) | ||
Список литературы
1. Колачев Б.А., Ливанов В.А., Благин В.И. Металловедение и термическая обработка цветных металлов и сплавов. М.: Металлургия, 1972.-480 с.
2. Лахтин Ю.М., Леонтьева В.П. Материаловедение. М.: Машиностроение, 1990.-528 с.
3. Гуляев А.П. Металловедение. М.: Металлургия, 1986.-544 с.
4. Энциклопедия неорганических материалов. Том 1.: Киев: Гл.ред.укр.сов.энц., 1977.-840 с.
5. Энциклопедия неорганических материалов. Том 2.: Киев: Гл.ред.укр.сов.энц., 1977.-814 с.
6. Материаловедение и технология материалов. Фетисов Г.П., Карпман М.Г., Матюнин В.М. и др. М.- В.Ш., 2000.- с.182
Приложение 1
Диаграмма состояния Al-Mg (a) и зависимость механических свойств
сплавов от содержания магния (б)
Приложение 2
Диаграмма состояния Al - Cu :
штриховая линия – температура закалки сплавов

Приложение 3
Диаграмма состояния Al – Si (а) и влияние кремния
на механические свойства сплавов

Введение. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ………4
1 Алюминий. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . …...4
2 Сплавы на основе алюминия. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . …...5
2.1 Деформируемые алюминиевые сплавы,
не упрочняемые термической обработкой. . . . . . . . . . . . . . . . . . . . . . . . .......6
2.2 Деформируемые алюминиевые сплавы,
упрочняемые термической обработкой. . . . . . . . . . . . . . . . . . . . . . . . . . . .......7
2.3 Литейные алюминиевые сплавы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ......11
2.4 Сплавы, получаемые методом порошковой металлургии………...……..…..14
Заключение………………………………………………….………………..……..16
Список литературы……………………….………………………………………...17
Приложение 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . …. . . . . . . . . . . . . . . . . . . ….19
Приложение 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ... . . . . . . . . . . . . . . . . ….. 20
Приложение 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ... . . . . . . . . . . . . . . . . ….21
Кафедра теоретических основ материаловедения
Все промышленные композиции алюмиииевомагиневых сплавов по содержанию магния находятся в области диаграммы состояния системы Al-Mg, соответствующей твердому раствору α. Концентрация твердого раствора увеличивается с повышением температуры, что дает принципиальную возможность существенного упрочнения сплавов Al-Mg за счет применения к ним термической обработки (закалки).В литом состоянии алюминиевые сплавы, содержащие свыше 9% Мg, имеют структуру α+β; β-фаза, являющаяся хрупким интерметаллидом, содержит около 35-38% Mg.
По равновесной диаграмме состояния в сплавах с 10% Mg β-фаза выделяется из твердого раствора вследствие уменьшения растворимости магния в алюминии с понижением температуры (рис. 22). В реальных условиях затвердевания вследствие интенсивно протекающих процессов микроликвации и недостаточной скорости диффузионных процессов β-фаза выделяется из маточного раствора при 450° С в форме выродившейся эвтектики. Это было доказано опытами (затвердевающий сплав закаливали при разных температурах). Количество β-фазы, образующейся в результате выделения из твердого раствора α, зависит от содержания магния в сплаве. По имеющимся данным, при литье в песчаную форму до 7% удерживается в твердом растворе.
Механизм выделения β-фазы в зависимости от продолжительности старения недостаточно выяснен. Допускается следующая последовательность процесса старения: «зоны», обогащенные магнием, неравновесная β" - равновесная β.
Существование зон подтверждается лишь измерением электросопротивления сплавов. Строение фаз β" и β, выделяющихся в форме мелких пластин, отличается большой сложностью. Эти фазы исследовались методом рентгеноструктурного анализа.
В работе изучено влияние времени гомогенизации H закалочной среды на процессы старения. Чем больше время гомогенизации, тем равномернее распределен магний по сечению зерна. При гомогенизации в течение 16 ч последующее старение приводит к образованию выделений только в зонах, обогащенных магнием, т. е. вблизи границ зерен, а дендритное строение сплава обнаруживается отчетливо. При постепенном увеличении времени гомогенизации выравнивается распределение выделении по сечению зерен после старения. Однако даже после нагрева в течение 160 ч при равномерном распределении выделений обнаруживаются отдельные участки, имеющие очертания дендритов. В последнем случае в противоположность картине, наблюдаемой после гомогенизации в течение 16 ч, районы вблизи границ зерен обеднены выделениями. Во всех случаях выделения имеют форму игл.

Помимо времени гомогенизации, на образование выделений оказывают влияние условия закалки. При закалке в холодную воду β-фаза при последующем старении выделяется по границам зерен в непрерывной форме. Закалка в кипящую воду или горячее масло дает после старения выделения β-фазы по границам зерен в форме разобщенных включений.
При обсуждении и анализе результатов признано, что остаточная дендритная ликвация и обеднение вакансиями зон, прилегающих к границам зерна, оказывают важное влияние на условия и характер выделений β-фазы. Вакансии ускоряют процесс выделения β-фазы, так как ее образование сопровождается увеличением объема.
Основываясь на метастабильной диаграмме сплавов системы Al-Mg (рис. 23), предложена схема последовательности образования β-фазы при старении сплавов с 10% Mg (рис. 24). По границам зерен процессы выделения и последовательного превращения идут на одну стадию быстрее, так как возможность образования зародышей здесь большая.
Свободные от выделений области по границам зерен являются слабым местом отливок, и поэтому разрушение идет по границам зерна, особенно во второй стадии, при закалке в холодную воду, когда β-фаза образует непрерывные цепочки. Прочностные свойства отливок понижаются. Коррозионная же стойкость сильнее всего ухудшается во время превращения β"→β (рис. 25). Можно считать, что коррозионная стойкость сплавов зависит от характера выделений β-фазы, что ясно видно на рис. 25. Это согласуется с тем, что сплавы, закаленные в холодной воде, имеют пониженную коррозионную стойкость.
В табл. 12-14 приведены составы и свойства промышленных сплавов системы Al-Mg.
Сплавы системы алюминий - магний, содержащие до 6% Mg, не упрочняются термической обработкой. Закалка на твердый раствор заметно повышает механические свойства сплавов, содержащих более 9% Mg.
Среди двойных алюминиевомагниевых сплавов наибольшей прочностью при высокой пластичности в закаленном состоянии обладают сплавы с 10-12% Mg. При дальнейшем увеличении содержания магния механические свойства сплавов понижаются, так как не удается в процессе термической обработки перевести в твердый раствор избыточную β-фазу, обусловливающую хрупкость сплава. Поэтому все промышленные сплавы системы Al-Mg принадлежат к типу твердых растворов с содержанием магния не более 13%.
В состав сплава АЛ13, кроме магния, вводится кремний и марганец. Добавки кремния способствуют улучшению литейных свойств сплава благодаря увеличению количества двойной эвтектики α+Mg2Si. Механические свойства сплава марки АЛ13 при введении 1% Si изменяются незначительно: несколько повышается прочность II слегка понижается пластичность.
Марганец добавляют в сплав АЛ13 главным образом для уменьшения вредного влияния железа, которое выпадает при кристаллизации в виде кристаллов игольчатой и пластинчатой форм и сильно понижает пластичность сплава. При введении в сплав марганца образуется соединение MnAl6, в котором растворяется железо. Это соединение имеет компактную скелетообразную или даже равноосную форму.
Примеси железа, меди, цинка, никеля отрицательно влияют на коррозионную стойкость сплава марки АЛ13. При содержании кремния более 0,8% коррозионная стойкость сплава также понижается, а при добавке марганца - повышается.
Сплав марки АЛ13 не упрочняется термической обработкой и имеет невысокие механические свойства. Достоинством его является относительно высокая коррозионная стойкость по сравнению, например, с силуминами, хорошая свариваемость и (благодаря наличию в структуре соединения Mg2Si) повышенная жаропрочность.
Из сплава марки АЛ13 изготовляют детали, несущие средние нагрузки и работающие в условиях морской воды и слабощелочных жидкостей. Сплав находит применение для изготовления деталей морского судостроения, а также для деталей, работающих при повышенных температурах (до 180-200° С).
Сплавы (АЛ8, AЛ8М, АЛ27-1) с высоким содержанием магния (9-11%) в закаленном состоянии имеют весьма высокие механические свойства. Однако механические свойства сплавов в образцах, вырезанных непосредственно из литых деталей, очень неравномерны; основной причиной неравномерности свойств является литейная неоднородность, обнаруживаемая в виде усадочных рыхлот и пористости, а также окисных включений в массивных частях отливки.
Весьма крупным недостатком этих сплавов является повышенная чувствительность к естественному старению. Установлено, что содержание более 10% Mg в алюминиевомагниевых сплавах ведет к охрупчиванию закаленных литых деталей после длительного хранения и при эксплуатации.
В табл. 15 показано изменение механических свойств сплавов с различным содержанием магния при длительном естественном старении. Приведенные данные свидетельствуют о том, что с увеличением содержания магния склонность к естественному старению возрастает. Это приводит к возрастанию предела текучести, предела прочности и к резкому понижению пластичности.
При испытании на межкристаллитную коррозию образцов из сплавов, состаренных в течение одиннадцати лет, установлено, что сплавы, содержащие менее 8,8% Mg, не чувствительны к этому виду коррозии, а при более высоком содержании магния все исследованные сплавы приобретают под влиянием естественного старения большую склонность к межкристаллитной коррозии.
Средняя глубина очаговых коррозионных поражений поверхности образцов, испытанных по стандартной методике погружением па одни сутки в 3%-ный раствор NaCl с добавкой 1%-ной HCl, составила: 0,11 мм - при содержании в сплаве 8,8% Mg, 0,22 мм - при 11,5% Mg и 0,26 мм - при 13,5% Mg.
Алюминиевомагниевые сплавы АЛ27 и АЛ27-1 имеют одинаковое содержание основных легирующих компонентов (магния, бериллия, титана, циркония); содержание же примесей железа и кремния в сплаве АЛ27-1 не должно превышать 0,05% каждого.
В табл. 16 приведены механические свойства алюминиевомагниевого сплава, содержащего примеси железа, кремния и магния.
Приведенные данные прежде всего показывают, что сплав, содержащий магния меньше 9% (железа и кремния по 0,1%), имеет сравнительно низкие механические свойства (σв=28,5 кгс/мм2; δ5=12,5%). Из числа исследованных сплавов наиболее высокие механические свойства имеет сплав, содержащий 10,5% Mg (σв=38кгс/мм2; δ5=26,5%). При содержании магния 12,2% предел прочности находится также на высоком уровне (38,3 кгс/мм2), но удлинение несколько меньше (21%).
При увеличении содержания железа в сплаве АЛ8 до 0,38% при том же содержании кремния (0,07%) изменения предела прочности не наблюдается, а удлинение несколько уменьшается. С увеличением же в этом сплаве кремния до 0,22% значительно уменьшается как предел прочности (до 33,7 кгс/мм2), так и удлинение (17,5%). Увеличение содержания кремния до 0,34%) даже при малом содержании железа (0,10%) значительно снижает механические свойства: предел прочности уменьшается до 29,5 кгс/мм2, а удлинение - до 13%. Если, кроме того, увеличить содержание железа в этом сплаве до 0,37%, то механические свойства дополнительно уменьшатся, но в меньшей степени, чем при увеличении содержания кремния: предел прочности станет 27,6 кгс/мм2, а удлинение 10,5%.
Причиной неблагоприятного влияния даже небольших количеств кремния можно, очевидно, считать образование соединения Mg2Si вследствие большого сродства кремния к магнию. Этого соединения будет тем больше, чем больше в сплаве кремния. Соединение Mg2Si кристаллизуется в форме так называемого «китайского шрифта» и, располагаясь по границам зерен, нарушает связь зерен твердого раствора, а кроме того, связывает некоторое количество магния.
На рис. 26, а, б приведены для сравнения микроструктуры сплавов алюминия с 10% Mg в литом состоянии, приготовленных из материалов различной чистоты. Структура сплава, отлитого из материалов высокой чистоты, представляет собой зерна твердого раствора магния в алюминии, по границам которых расположена фаза Al3Mg2. В структуре сплава, приготовленного на материалах низкой чистоты, кроме фазы Al3Mg3, можно видеть соединение Mg3Si в форме «китайского шрифта» и соединение FeAl3 в виде пластинок двух видов - плоских и звездообразных (это, по-видимому, различные сечения одной и той же формы). Соединение Mg2Si располагается по границам зерен, а пластинки FeAl3 находятся внутри зерен или пересекают их границы. В некоторых случаях пластинки FeAl3 пересекают кристаллы Mg2Si, что указывает на их первичную кристаллизацию из расплава. После термической обработки фаза Mg2Si переходит в твердый раствор, и микроструктура сплава, приготовленного из материалов высокой чистоты, представляет собой зерна твердого раствора (рис. 26,в).
Резкое ограничение вредных примесей железа и кремния, а также введение добавок бериллия, титана и циркония в алюминиевомагниевые сплавы (АЛ27 и АЛ27-1) способствует значительному возрастанию коррозионной стойкости и механических свойств этих сплавов по сравнению CO сплавом АЛ8.
Влияние дополнительного легирования Al-Mg сплавов высокой чистоты добавками различных элементов можно проследить на примере сплава АЛ8М. Одним из недостатков Al-Mg сплавов (АЛ8, АЛ27) с высоким (до 11, 5%) содержанием магния является склонность их к естественному старению, снижение пластических свойств и возможность образования трещин в отливках. Однако можно предположить, что пути стабилизации свойств сплава АЛ8 могут быть найдены. Один из них заключается в том, чтобы уменьшить степень пересыщенности магнием твердого раствора α, т. е. понизить содержание магния в сплаве. При этом скорость процесса старения резко уменьшится. Следует заметить, однако, что при уменьшении содержания магния в сплаве механические свойства сплава ухудшаются. Для улучшения механических свойств сплавов в этом случае необходимо применить легирование и модифицирование.
В табл. 17 представлены результаты влияния молибдена и обработки солью фторцирконата калия на свойства и размер зерна Al-Mg(10,5% Mg) сплава по данным работы.
При условии обработки расплава фторцирконатом калия введение молибдена в десятых долях процента способствует очень сильному измельчению кристаллического зерна сплава; наибольший эффект измельчения получается при введении в сплав АЛ8 0,1% Мо.
Более сильное измельчение зерна при совместных добавках циркония и молибдена, чем при добавках каждого из этих элементов в отдельности, объясняется, по-видимому, тем, что растворимость каждой из добавок в присутствии другой уменьшается. Это должно приводить к образованию значительно большего количества частиц интерметаллидов, т. е. зародышевых центров. Кристаллизация из многих центров обеспечивает более мелкозернистую структуру.
В полном соответствии с эффектом измельчения зерна находится изменение механических свойств. Приведенные результаты механических испытаний показывают, что обработка расплава фторцирконатом калия и введение 0,1% Mo позволяют повысить прочностные свойства сплава с 29,9 до 43-44 кгс/мм2, предел текучести с 18 до 22 кгс/мм2 и относительное удлинение с 14 до 23%. При содержании молибдена свыше 0,1% механические свойства ухудшаются.
В табл. 18 показаны сравнительные свойства сплавов АЛ8, АЛ8М и АЛ27-1.
Как уже отмечалось ранее, уменьшение содержания магния в Al-Mg сплавах, а также легирование различными добавками могут существенно уменьшить скорость распада пересыщенного твердого раствора, а также изменить скорость общей коррозии и склонность сплавов к интеркристаллитной коррозии.
С целью выяснения этого влияния в работе приведены результаты испытания во влажной камере сплавов с различным содержанием магния и легирующих добавок (табл. 19).
Проведенные исследования показали также, что изменение относительного привеса во времени подчиняется параболическому закону. Это говорит о том, что на поверхности образцов из всех сплавов образуется плотная окисная пленка, обладающая хорошими защитными свойствами. Наиболее интенсивный рост окисной пленки происходит в течение первых 500 сут. В дальнейшем скорость окисления стабилизируется. Следует отметить, что у модифицированных сплавов пленка обладает, по-видимому, лучшими защитными свойствами.
Исследование микроструктуры показало, что процесс интеркристаллитной коррозии в сплавах, содержащих в течение всего периода коррозионных испытаний не получил сколько-нибудь заметного развития.
По-иному ведут себя сплавы, содержащие 11,5% Mg. Характер изменения относительного привеса образцов модифицированных сплавов также подчиняется параболическому закону. Однако скорость окисления заметно возрастает по сравнению со скоростью окисления сплавов, содержащих 8,5% Mg, и окисная пленка приобретает защитные свойства при заметно большей ее толщине.
В исходном сплаве характер изменения относительного привеса тоже подчиняется параболическому закону. Однако в интервале времени от 300 до 500 сут наблюдается резкое увеличение скорости роста окисной пленки. Это явление, по-видимому, можно объяснить растрескиванием окисной пленки в этот период времени из-за возникновения в ней значительных внутренних напряжений.
После того как вновь образовавшиеся окислы залечат трещины в окисной пленке, скорость окисления уменьшится и в дальнейшем практически не изменится.
Исследование микроструктуры сплавов, содержащих 11,5% Mg, показало, что в исходном сплаве после 300 сут коррозионных испытаний границы зерен сильно утолщаются за счет выделения β-фазы, и сплав становится предрасположенным к интеркристаллитной коррозии. Очевидно, в этот период времени начинается образование коррозионных трещин, так как к 500 сут испытаний коррозионные трещины проникают очень глубоко внутрь металла, захватывая довольно много границ зерен.
В отличие от немодифицированного сплава у сплавов модифицированных процесс интеркристаллитной коррозии ограничивается приповерхностным слоем металла и не получает сильного развития даже после 1000 сут коррозионных испытаний. Следует отметить, что наименьшее развитие процесс интеркристаллитной коррозии получает в сплаве, модифицированном цирконием и молибденом.
В полном соответствии со структурными изменениями находятся изменения механических свойств сплавов.
Как показывают данные табл. 19, предел прочности модифицированных сплавов постоянно возрастает, что объясняется протеканием процесса естественного старения. В исходном сплаве протекают параллельно два процесса: естественное старение, упрочняющее сплав, и процесс интеркристаллитной коррозии, разупрочняющий его. В результате этого предел прочности исходного сплава даже несколько понижается к 1000 сут коррозионных испытаний.
Еще более показательно изменение относительного удлинения сплавов: у исходного сплава резкое падение пластических свойств начинается уже после 100 сут коррозионных испытаний, в то время как у модифицированных сплавов только после 500 суток. Следует отметить, что падение пластичности модифицированных сплавов после 500 сут коррозионных испытаний скорее можно объяснить процессом охрупчивания сплава в результате естественного старения, чем процессом интеркристаллитной коррозии.
К недостаткам сплавов Al-Mg с высоким содержанием магния (АЛ8, АЛ8М, АЛ27-1, АЛ27) можно отнести также появляющуюся в результате длительного нагрева при температурах выше 80° С чувствительность к межкристаллитной коррозии и к коррозии под напряжением (табл. 20). Поэтому эти сплавы рекомендуются для изготовления силовых деталей, кратковременно работающих при температурах от -60 до +60° С, а также в ряде случаев могут успешно использоваться вместо дефицитных бронз и латуней, нержавеющих сталей и деформируемых алюминиевых сплавов при эксплуатации узлов и деталей с приложением больших (в том числе ударных и знакопеременных) нагрузок в различных условиях (в том числе в морской воде и тумане).
Для уменьшения склонности к образованию трещин в отливках из этих сплавов в процессе длительной эксплуатации необходимо содержание магния в сплавах ограничивать 10%, а закалку детален производить в подогретое до 50-60° С масло.
Сплавы АЛ23 и АЛ23-1 в закаленном состоянии не склонны к межкристаллитной коррозии. В литом состоянии у этих сплавов при испытаниях на межкристаллитную коррозию наблюдается развитие коррозии по границам зерен, что обусловливается наличием в литой структуре этого сплава избыточной β-фазы по границам зерен, выделившейся в процессе кристаллизации.
Типичные свойства сплавов АЛ23-1 и АЛ23 приведены в табл. 21.
Сплавы АЛ23-1 и АЛ23 удовлетворительно свариваются аргоно-дуговой сваркой. Прочность сварных соединений составляет 80-90% прочности основного материала. Хорошие результаты получены при сварке литых деталей из сплава АЛ23-1 с деталями из деформируемого сплава АМг6.
Сплавы марок АЛ23-1 и АЛ23 могут применяться как в литом, так и в закаленном состоянии. В литом состоянии сплавы АЛ23 и АЛ23-1 предназначаются для изготовления деталей, несущих средние статические и сравнительно небольшие ударные нагрузки. В закаленном состоянии сплав АЛ23-1 предназначается для изготовления деталей, работающих при средних статических и ударных нагрузках. Сплав марки АЛ29 предназначен для работы в различных климатических условиях. Отливки из сплава АЛ29 применяются без специальной термической обработки. Сплав АЛ29 в литом состоянии имеет удовлетворительную коррозионную стойкость. С целью дополнительного повышения коррозионной стойкости детали из сплава АЛ29 подвергаются анодированию в хромовой кислоте. Сплав АЛ29, предназначенный для литья под давлением, по химическому составу отличается от сплава АЛ13 большим содержанием магния, а также меньшим допустимым содержанием примесей. Сплав применяется в литом состоянии. По механическим и литейным свойствам сплав АЛ29 превосходит сплав АЛ13, а по всем остальным характеристикам аналогичен ему и применяется для изготовления деталей, работающих при средних статических и ударных нагрузках, а также в приборах, работающих в условиях субтропического климата. Детали из сплава АЛ29 могут длительно работать при температурах до 150° С.
Для литья под давлением разработан сплав АЛ22, нашедший некоторое применение для изготовления деталей, работающих в установках и агрегатах при повышенных температурах в течение нескольких минут, а иногда и нескольких десятков минут. Сплав АЛ22 содержит большое количество магния (10,5-13%), что позволяет применять отливки из него в закаленном состоянии. Легирование сплава небольшими добавками титана и бериллия способствует улучшению его литейных и прочностных свойств. Сплав АЛ22 превосходит сплав АЛ13 как по технологическим свойствам, прочностным характеристикам, так и по жаропрочности. Для наибольшей прочности сплава в нем должно быть содержание магния на верхнем пределе (до 13%), а кремния - на нижнем; для литья же сложных по конфигурации деталей содержание магния должно быть на нижнем пределе, а кремния - на верхнем.
Недостатком сплава является пониженная пластичность. Сплав АЛ22 применяется для литья сложных по конфигурации деталей, работающих при средних статических нагрузках (детали агрегатного и приборного типа) в условиях коррозионного воздействия атмосферы и морской воды. Наибольшее применение сплав получил для литья деталей под давлением. В этом случае отливки применяются в литом состоянии. Детали из сплава АЛ22 могут длительно работать при температурах до 200° С.
Новый литейный сплав марки АЛ28 применяется в литом состоянии (без термической обработки) для изготовления методами литья в песчаные формы, кокиль и под давлением арматуры трубопроводов пресной воды, масляных и топливных систем, а также для деталей судовых механизмов и оборудования, рабочая температура которых не превышает 100° С. При более высоких температурах происходит интенсивный распад твердого раствора и выделение β-фазы по границам зерен, что является причиной охрупчивания сплава.
В табл. 22 даны механические свойства сплава АЛ28 в зависимости от содержания основных легирующих элементов в пределах марочного состава.
Введение в сплав АЛ28 0,1-0,2% Zr повышает прочностные свойства на 2-3 кгс/мм2 и плотность отливок за счет образования стойкого при температуре плавления сплава гидрида циркония. При использовании в качестве шихты исходных материалов повышенной чистоты наблюдается значительное увеличение прочности и пластичности сплава.
Сплав ЛЛ28 обладает высокой коррозионной стойкостью в пресной и морской воде, а также в морской атмосфере. Коррозионная стойкость сплава в этих условиях приближается к таковой чистого алюминия.
На рис. 27 приведены результаты испытаний коррозионной стойкости сплава АЛ28 в 3%-ном растворе NaCl, подкисленном 0,1%-ной Н2О2. Продолжительность испытаний составляла 1000 ч. Для сравнения в тех же условиях были испытаны сплавы АЛ8, АЛ13 и АЛ4.
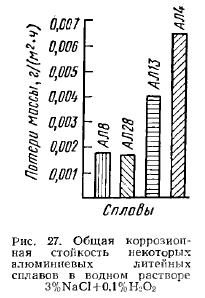
В табл. 23 приведены результаты испытания на разрыв образцов из сплавов АЛ28, АЛ4 и АЛ13 до и после выдержки их в среде водного раствора 3% NaCl+0,l% Н2О2, которые подтверждают, что коррозионная стойкость сплава АЛ28 превосходит стойкость других исследованных алюминиевых сплавов.
Механические свойства сплава АЛ28 остались неизменными после выдержки в коррозионной среде в течение 10000 ч, в то время как у сплава АЛ4 заметно некоторое ухудшение прочностных свойств л значительное (более 50%) уменьшение удлинения.
Повышенная коррозионная стойкость сплава АЛ28 объясняется присутствием добавки марганца, которая благотворно влияет на коррозионные свойства чистого алюминия и некоторых алюминиевых сплавов. Сплав АЛ28 не обнаруживает склонности к коррозии под напряжением при нормальной температуре, а также при нагреве его до 100° С и выдержке в течение длительного времени (до 1000 ч). Однако даже сравнительно кратковременные выдержки при температурах выше 100° С резко снижают работоспособность этого сплава в коррозионной среде, что делает практически невозможным применение его при повышенных температурах.
Испытания опытных отливок на коррозию в натурных условиях (на Черном море) в течение 2-3 лет показали, что сплав АЛ28 не имеет склонности к язвенной коррозии. Сплав АЛ28 зарекомендовал себя как один из самых стойких алюминиевых сплавов при испытании в морской воде, движущейся со скоростью 10 м/с. Эксплуатация в течение ряда лет блок-картеров герметичных фреоновых компрессоров судовых кондиционеров подтвердила целесообразность и надежность изготовления их из сплава АЛ28 как материала, устойчивого к действию фреона-22.
Следует сказать, что в последнее время придается большое значение коррозии под напряжением, так как к прочности и работоспособности материалов современного машиностроения, а тем более судостроения, в условиях тропических температур, повышенной влажности и в морской воде предъявляются повышенные требования. Представляет интерес работа, в которой описано изучение склонности литейных алюминиевых сплавов к коррозионному растрескиванию под напряжением.
Растягивающее усилие создавалось с помощью предварительно оттарированной цилиндрической пружины. Нагрузка передавалась на образец диаметром 5 мм. Форма образца позволяла закрепить на нем ванночки с коррозионной средой. Захваты установки во избежание контактной коррозии вынесены из ванночки. В качестве коррозионной среды использовался водный раствор 3% NaCl + 0,1% Н2О2.
Для определения времени до разрушения в зависимости от величины напряжения образцы помещались в установку, в которой создавалось усилие, соответствующее 1,2-0,4 условного предела текучести. Полученные результаты приведены на рис. 28, 29, 30.
Таким образом, для всех исследованных сплавов временная зависимость «жизни» образцов от напряжения на воздухе (т. е. длительная прочность при комнатной температуре) в координатах напряжение - логарифм времени до разрушения выражается прямой, которая характерна для большинства металлических материалов: при увеличении нагрузки время до разрушения образцов уменьшается. Однако зависимость напряжение - время до разрушения для магналиев (АЛ28, АЛ8 и АЛ27-1) выражается ломаной кривой, состоящей из двух практически прямых ветвей. Левая ветвь кривой показывает, что коррозионная стойкость этих сплавов под напряжением в значительной мере зависит от уровня напряжений; увеличение нагрузки ведет к резкому сокращению продолжительности «жизни» образца. При меньших нагрузках зависимость времени до разрушения от напряжения исчезает, т. е. при этих напряжениях время «жизни» образцов не зависит от уровня напряжений - правая ветвь представляет собой прямую, практически параллельную оси времени. Для этих сплавов, по-видимому, существует предел или «порог» коррозионной стойкости под напряжением.
Следует отметить, что предел коррозионной стойкости сплава АЛ28 под напряжением представляет собой значительную величину, примерно равную условному пределу текучести. Как известно, уровень конструкционных напряжений обычно не превышает предела текучести, т. е. можно считать, что коррозионное растрескивание отливок из этого сплава практически исключено.
Для сплава марки АЛ8 предел коррозионной стойкости под напряжением не превышает 8 кгс/мм2, что примерно в 2 раза меньше предела текучести этого сплава и свидетельствует о низкой коррозионной стойкости его под напряжением.
Предел коррозионной стойкости под напряжением сплава АЛ27-1 можно считать равным его условному пределу текучести. Сплав марки АЛ27-1, как и сплав марки АЛ8, содержит около 10% Mg, однако его дополнительное легирование небольшими количествами (по 0,05-0,15%) бериллия, титана и циркония ведет к уменьшению его склонности к коррозионному растрескиванию.
Изучение склонности к коррозионному растрескиванию под действием нагрева проводили с целью определения температур, при которых в течение длительного времени алюминиевомагниевые сплавы марок АЛ8, АЛ27-1 и АЛ28 способны сохранять сопротивление коррозии под напряжением, а также для установления допустимости кратковременного нагревания деталей из этих сплавов в процессе их изготовления (например, при пропитке, нанесении защитных покрытий и др.). Образцы из этих сплавов подвергали старению при 70, 100, 125 и 150° С от 1 до 1000 ч в зависимости от температуры нагрева и затем испытывали под напряжениями, равными 0,9-0,8 от уровня напряжений, при которых не происходит коррозионного растрескивания, определенного для исходного состояния.
Приведенные на рис. 31 данные показывают, что коррозионная стойкость под напряжением сплава АЛ28 не уменьшается при нагревах до 100° С в течение длительного промежутка времени, и допускаются кратковременные нагревы до 150°С без потери работоспособности в коррозионной среде.
Результаты испытания коррозионной стойкости под напряжением подвергнутых предварительным нагревам сплавов АЛ8 и АЛ27-1 показали, что применение деталей из этих сплавов при повышенных температурах в условиях коррозионного воздействия практически недопустимо. Полученные результаты исследования склонности алюминиевомагниевых сплавов АЛ8, АЛ27-1 к коррозионному растрескиванию как в состоянии поставки, так и после искусственного старения позволяют сделать заключение, что их коррозионное поведение под напряжением определяется в первую очередь устойчивостью структуры твердого раствора.
Сравнение коррозионной стойкости под напряжением сплавов АЛ8 и АЛ27-1, содержащих одинаковое количество магния, показывает, что сплав АЛ27-1, структура которого стабилизирована дополнительным легированием, имеет более высокую коррозионную стойкость под напряжением. Сплав АЛ28, содержащий 4,8-6,3% устойчивость твердого раствора которого выше, чем сплавов с 10% Mg, более стоек против коррозионного растрескивания.